Part Identification / Sorting
Often mixed parts coming down a production line need to be sorted by actual part number. Decision Technology has developed a machine vision based application to do just that. It starts with our standard 32x12 database matrix. This database associates a series of feature matches, which can include: measurements, counts, shapes, and presence/absence operations to each part in the database. These features must be established such that they can uniquely identify each part number. Our standard database consists of a 32x16 matrix but can be enlarged if required. It supports up to 31 part numbers and 11 defining parameters (features). Columns 1 contain the part numbers. Columns 2-12 contain actual measurement of various features that define that part number. Row 1 is reserved and contains the associated measurement titles for each column.
A typical database may be populated as follows:
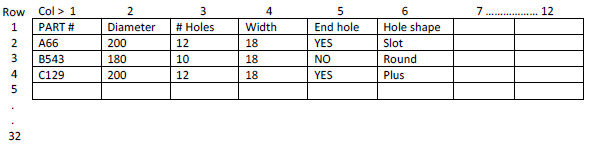
As we can see part A66 has a diameter 200mm, has 12 holes, and is 18mm wide. For this example only 3 measurement features are required to uniquely identify the parts. All measurements, such as a diameter, have an associated tolerance such as 200 +/- 5. The database comes with a tool for end user maintenance and printing.
Operation
The system uses a set of part program, one per camera that will make the associated feature measurements. Yes, this system is compatible with up to 16 cameras, each looking for its own set of programmed features. It is also possible for features to be distributed over 2 cameras. Once all cameras are finished, a search is made in the database to find the part number that best matches the set of found measurements. This now provides the proper part number for the widget that just passed through the vision station.
Part Sorting
The system is compatible with a conveyor system that provides a main discharge conveyor and a set of up to 8 adjacent accumulating conveyors. Thus as a part passes onto a central discharge conveyor from the vision system, it will move along and be ejected onto 1 of 8 accumulator conveyors. Here they can be manually or robotically removed. It is also possible assign pallet count for each part. Once that number of parts has been discharged, it automatically switches to the next open accumulator. It is also possible to assign priority lane (accumulator) to each part. This helps to assign a set of accumulators for high volume parts. Both values are stored in the database which reduces the number of defining features to be reduced by 2 (leaving a total of 9).
Instead of discharging a part for accumulation, other processes can be performed such as: printing a barcode for it or sending the part number to some other process control equipment. As all application software is developed here at Decision Technology, there is a lot of flexibility in how the data is ultimately used.